метизы оптом
+7 (499) 372-77-77
(многоканальный)
(многоканальный)
Пн-Пт: 09:00 - 17:00
Сб-Вс: Выходной
+7 (495) 980-89-25
(офис в Житнево)
(офис в Житнево)
Пн-Пт: 08:00 - 16:30
Сб-Вс: Выходной
метизы оптом
 Срочный заказ
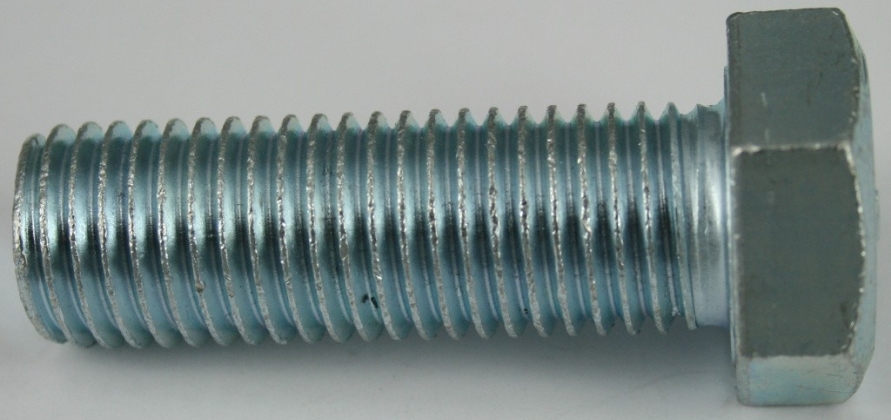
Срочный заказ Сопряжение стальных конструкций на стройплощадках обычно выполняется болтовым соединением. У этого способа есть ряд преимуществ, в том числе и по сравнению с таким популярным, как применение сварки. Прежде всего – это простота формирования соединения, а также контроля его качества. Но, продолжая сопоставление этих двух методов, справедливости ради необходимо сказать, что болтовое соединение характеризуется большей металлоемкостью, а это считается недостатком.
Сопряжение стальных конструкций на стройплощадках обычно выполняется болтовым соединением. У этого способа есть ряд преимуществ, в том числе и по сравнению с таким популярным, как применение сварки. Прежде всего – это простота формирования соединения, а также контроля его качества. Но, продолжая сопоставление этих двух методов, справедливости ради необходимо сказать, что болтовое соединение характеризуется большей металлоемкостью, а это считается недостатком.