метизы оптом
+7 (499) 372-77-77
(многоканальный)
(многоканальный)
Пн-Пт: 09:00 - 17:00
Сб-Вс: Выходной
+7 (495) 980-89-25
(офис в Житнево)
(офис в Житнево)
Пн-Пт: 08:00 - 16:30
Сб-Вс: Выходной
метизы оптом
 Срочный заказ
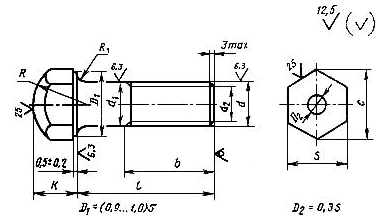
Срочный заказ Для обслуживания такой непростой техники, как гусеничный трактор, должны использоваться исключительно качественные комплектующие. И не имеет значение то, что они могут быть довольно-таки мелкими и, казалось бы, не играющими значительную роль в надежности всей конструкции этого агрегата. В число таких деталей входит и
Для обслуживания такой непростой техники, как гусеничный трактор, должны использоваться исключительно качественные комплектующие. И не имеет значение то, что они могут быть довольно-таки мелкими и, казалось бы, не играющими значительную роль в надежности всей конструкции этого агрегата. В число таких деталей входит и 

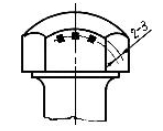 Очевидно, что выполняется 6 замеров. При этом только для двух допускается снижение показателя твердости по Роквеллу до 47,4НRС.
Очевидно, что выполняется 6 замеров. При этом только для двух допускается снижение показателя твердости по Роквеллу до 47,4НRС.