метизы оптом
+7 (499) 372-77-77
(многоканальный)
(многоканальный)
Пн-Пт: 09:00 - 17:00
Сб-Вс: Выходной
+7 (495) 980-89-25
(офис в Житнево)
(офис в Житнево)
Пн-Пт: 08:00 - 16:30
Сб-Вс: Выходной
метизы оптом
 Срочный заказ
Срочный заказ


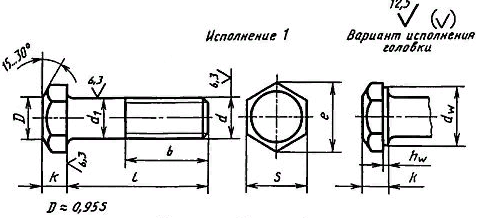 У болтов, изготовленных по ГОСТам 7805 и 7798 в этом варианте исполнения шплинтовые отверстия отсутствуют.
У болтов, изготовленных по ГОСТам 7805 и 7798 в этом варианте исполнения шплинтовые отверстия отсутствуют.
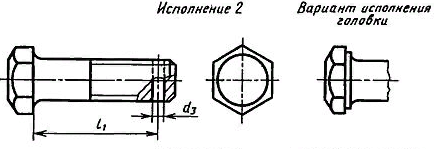 Наличие отверстия в резьбовой части стержня позволяет при совместном использовании болта с
Наличие отверстия в резьбовой части стержня позволяет при совместном использовании болта с 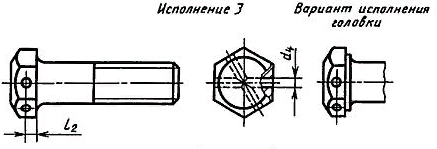 В головке имеются два отверстия, высверленные в смежных гранях под острым углом относительно друг друга. Помимо препятствования самораскручиванию путем шплинтования, эти отверстия служат также для установки пломб.
В головке имеются два отверстия, высверленные в смежных гранях под острым углом относительно друг друга. Помимо препятствования самораскручиванию путем шплинтования, эти отверстия служат также для установки пломб.
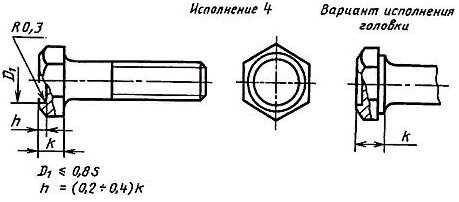 На наружной поверхности головки имеется углубление. На практике сюда наносится маркировка. Условие не превышения глубины этой лунки величины 0,4 k, где k – высота головки, выдвигается из-за требования, чтобы прочность головки от формирования данного углубления не снижалась.
На наружной поверхности головки имеется углубление. На практике сюда наносится маркировка. Условие не превышения глубины этой лунки величины 0,4 k, где k – высота головки, выдвигается из-за требования, чтобы прочность головки от формирования данного углубления не снижалась.




